
Extended Thermal Performance Study and Optical Loss Analysis
Introduction: Pushing the Limits of High-Temperature Optical Fibers
The purpose of this study is to answer the question of whether the aluminum-coated silica fibers produced by Mir Photonics can successfully operate at a temperature of 450°C.
High-temperature optical fibers are critical in industries such as energy, aerospace, industrial processing, and sensing in harsh environments. In these applications, reliable performance under extreme thermal conditions is not just beneficial – it is essential. Aluminum-coated silica fibers are widely used in such environments due to their mechanical strength, resistance to harsh conditions, and ability to maintain optical performance at elevated temperatures.
However, despite their advantages, there is a notable limitation in the industry:
Currently, most manufacturers of aluminum-coated silica fibers specify a maximum operating temperature of 400°C, and there is limited available data on performance at higher temperatures such as 450°C.
This limitation raises an important question:
Can aluminum-coated optical fibers perform reliably beyond the commonly accepted 400°C threshold?
Closing the Knowledge Gap in High -Temperature Fiber Performance
At Mir Photonics, we decided to fill this gap and measure the optical losses of the Al-coated fiber at a temperature of 450°C, using the fibers for sufficiently long-term operation.
This study is designed not only to test performance at higher temperatures but also to evaluate long-term stability, which is often overlooked in short-duration experiments. By extending both temperature and exposure time, we aim to provide meaningful insights into real-world operating conditions.
Fiber Design and Material Characteristics
The fiber under study was drawn from a quartz preform (pure silica core/ fluoride dopped silica cladding) with a low hydroxyl content (Low OH¯), manufactured according to Mir Photonics‘ high-quality fiber production standards.
The choice of materials is critical for high-temperature operation:
- Pure silica core ensures low intrinsic attenuation
- Fluorine-doped silica cladding improves optical confinement
- Low OH¯ content minimizes absorption peaks, especially in infrared regions
The parameters of the fiber were as follow: : core diameter 300 µm, cladding diameter 330 µm, aluminum coating thickness 20 µm.
These dimensions are typical for robust, large-core fibers used in demanding environments where both mechanical durability and stable signal transmission are required.
Thermal Preparation and Testing Conditions
The Al-coated optical fiber were rewound onto a spool and heated to 450°C. After reaching 450°C, the fiber were held for 20 hours.
This step simulates real operational conditions where fibers are often coiled or deployed in constrained geometries. The extended exposure time of 20 hours allows for observation of both immediate and gradual thermal effects on optical performance.
Experimental Setup for Optical Loss Measurement
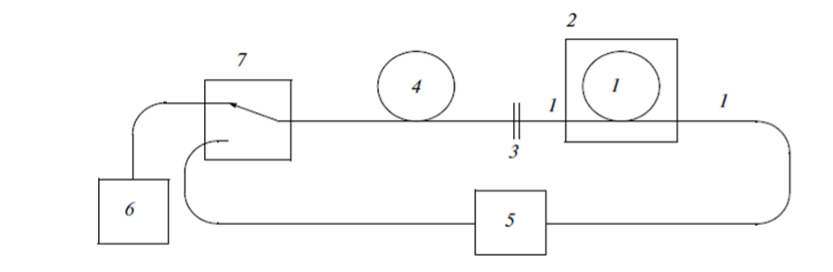
Fig.1 Schematic diagram of the optical loss measurement setup
Experimental setup consisted of AL coated fiber (1), which was placed in a high temperature furnace (2). This fiber was fused (3) with additional same optical fiber (4) to get fixed mode structure. Optical losses were measured both using a spectrum analyzer (5), operating at wavelengths of 600 – 1650 nm, and an optical time domain reflectometer (OTDR) (6), measuring backscatter losses at a wavelength of 1300 nm. The measurement was selected using an optical switch (7).
This setup ensures:
- Accurate spectral loss characterization across a wide wavelength range
- Reliable backscatter measurement using OTDR
- Stable mode propagation via fiber fusion
Such a dual-measurement approach increases confidence in the results and allows for cross-validation of optical loss data.
Measurement Methodology
The optical losses of the fiber were measured:
a) after fiber rewinding (free coil),
b) after annealing at 180°C (15min) and
c) after thermal test at 450°C (20 hours).
This stepwise approach allows us to isolate different contributing factors:
- Mechanical stress from rewinding
- Structural changes from annealing
- Long-term thermal degradation at high temperature
Optical Loss Behavior: Initial and Annealed States
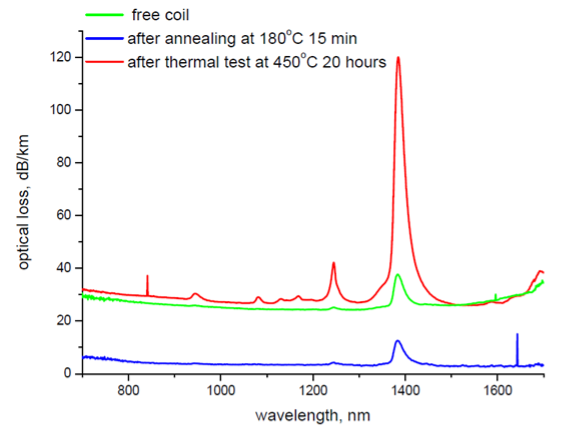
Fig.2 Optical losses vs wavelength (free coil; after annealing, after thermal test @ 450°C).
Optical losses immediately after fiber rewinding were < 30 dB/km (green line), however after annealing fiber at 180°C for 15min losses as usual dropped (blue line) and became less than 5 dB/km.
This significant reduction in loss highlights an important phenomenon in metal-coated fibers:
- Rewinding introduces microbending losses
- Annealing relieves internal stresses and improves performance
At a wavelength λ = 1389 nm the pick observed which is due to the diffusion of hydroxyl groups from the quartz cladding into the core of the fiber.
This OH¯ absorption peak is a known characteristic in silica fibers and serves as an indicator of material composition and diffusion processes.
Understanding Microbending Loss Reduction
The reason for the reduction in microbending losses at temperature 180°C is the recrystallization annealing of the metal coating, as a result of which a new structure of the metal coating without defects is formed.
This insight is particularly valuable for industrial applications:
- Aluminum coating undergoes structural reorganization
- Defects are reduced, improving mechanical uniformity
- Optical performance stabilizes
Annealing, therefore, is not just a preparation step—it is a performance optimization process.
High-Temperature Exposure at 450°C
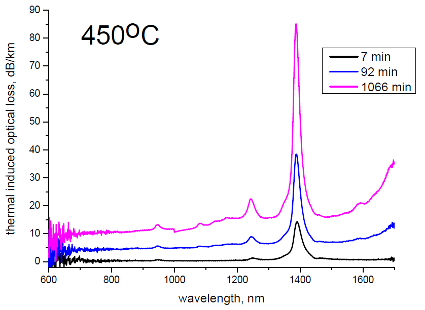
Fig.3 Thermal induced optical loss (dB/km) vs wavelength (nm)
The optical losses of the fiber changed when it was heated to 450°C for: 7 min, 92 min and 1066 min.
Monitoring the fiber at multiple time intervals allows us to track:
- Immediate thermal effects
- Intermediate stabilization
- Long-term degradation trends
Long-Term Thermal Performance Results
When the exposure time is increased to 20 hours at 450°C, the optical losses reach 10 dB/km = 800 nm) and 15 dB/km = 1300 nm.
These results demonstrate that:
- Optical losses increase with prolonged exposure
- The increase remains within a manageable range
- Performance degradation is gradual rather than catastrophic
Final Conclusion: Can Aluminum-Coated Fibers Operate at 450°C?
It was shown that Mir Photonics aluminum-coated silica fiber can be successfully used at T = 450°C for 20 hours with a slight increase in optical loss.
This finding is significant for the fiber optics industry:
- It challenges the commonly stated 400°C limit
- It provides experimental evidence for higher temperature operation
- It supports the use of aluminum-coated fibers in more extreme environments
Implications for Industry Applications
The ability to operate at 450°C opens new opportunities in:
- High-temperature industrial sensing
- Oil & gas downhole monitoring
- Aerospace and defense systems
- Power generation and turbine monitoring
In these environments, even a modest extension of temperature capability can significantly expand operational possibilities.
Why This Study Matters
This study does more than present experimental results—it contributes to a broader understanding of:
- Thermal behavior of metal-coated optical fibers
- Long-term stability under extreme conditions
- Material science of aluminum coatings
By addressing a gap in existing data, it provides valuable guidance for engineers, researchers, and system designers.
Final Thoughts
The results confirm that aluminum-coated silica fibers are more capable than previously documented. While optical losses do increase at higher temperatures, the performance remains stable enough for many demanding applications.
This work by Mir Photonics’ demonstrates the importance of pushing beyond established limits and validating material performance through rigorous testing.